Благодаря использованию новейших компьютерных технологий, связанных с производством труб из стеклопластика с центробежным литьем RUSELBORU, распределения материала и потребления сырья находятся под контролем.
Теоретические и фактические данные о потреблении сырья представляются компьютером.
После ввода класса и диаметра трубы, которая должна быть изготовлена в компьютер, все этапы производства контролируются компьютером, пока труба не выйдет из формы.
Производство:
В стеклопластиковых трубах RUSELBORU, изготовленных методом центробежного литья, используются стекловолокно, полиэфирная смола и кварцевый песок.
В этом полностью автоматическом и электронно управляемом процессе, стеклопластиковые трубы RUSELBORU производятся путем подачи сырья во вращающуюся форму, начиная с внешней поверхности трубы до достижения заданной толщины стенки. В этом заранее запрограммированном и постоянно повторяющемся процессе:
- количество сырья,
- скорость вращения формы,
- слои труб формируется лист за листом
- все значения температуры внутри литья измерены
Устройство подачи оставляет количество материала, которое предварительно задано в системе, внутри пресс-формы.
Смола, которая составлена таким образом, что она не полимеризуется в течение всего процесса загрузки, и волокна, которые нарезаются по длине в соответствии с конструкцией, отформованы из головки на конце подающего устройства.
Распределение и организация волокон внутри слоев изготавливаются так, чтобы уравновесить сопротивление трубы в заданном круговом и осевом направлениях.
Форма сначала вращается относительно медленно. Когда подача всех сырьевых материалов завершено, скорость вращения отливки увеличивается, чтобы увеличить прочность на сжатие. Увеличивая скорость вращения пресс-формы, обеспечивается полное сжатие и переход к твердому материалу (отверждение).
Благодаря возвратно-поступательному движению подающего устройства внутри литейной формы, толщина стенки трубы изготавливается слой за слоем. Стеклянные волокна, которые являются армирующим материалом, размещаются по обе стороны от нейтральной оси на стенке трубы, а зазор между ними заполнен кварцевым песком, смолой и стекловолокном.
Механические свойства стеклопластиковых труб RUSELBORU калибруются путем изменения количества, соотношений и направления материала в слоях трубы.
Таким образом, гибкость конструкции труб обеспечивается в широком диапазоне давлений, от труб без давления до труб под давлением.
Тип используемой смолы может быть изменен в соответствии с требованиями применения и условиями окружающей среды.
Конструкция толщины стены:
Поскольку система обеспечивает равномерное распределение стекловолокна, одинаковые характеристики стенок внутри слоев трубы обеспечиваются независимо от диаметра, поэтому легко определить конструкцию и долговременные свойства трубы.
Слои труб полимеризуются в виде «сплошных блоков». Распределение стекловолокна в процессе производства полностью находится под контролем, в соответствии с требованиями к окружной и осевой прочности, благодаря использованию различных резцов и скоростей пресс-формы.
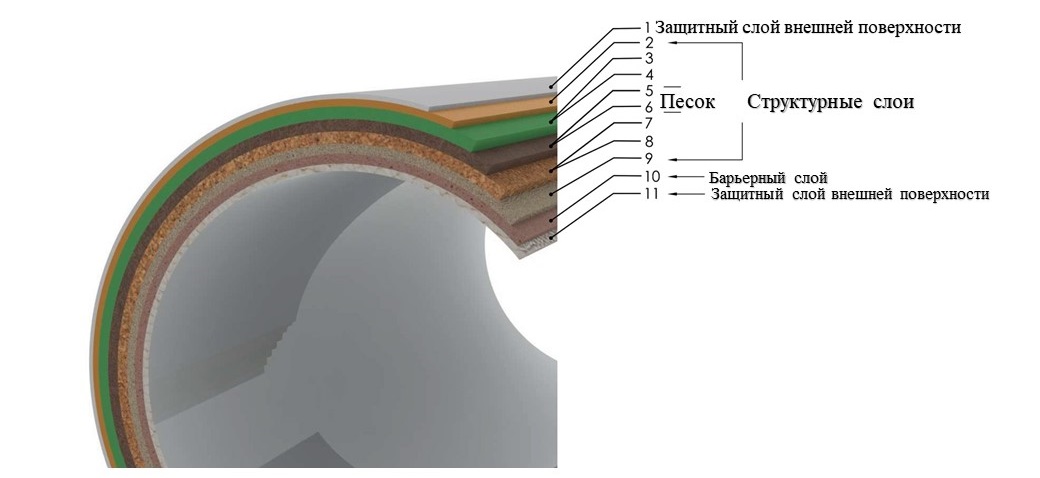
Каждый слой, образующий стенку трубы, выполняет определенную функцию. При осмотре внутренней части трубы можно увидеть гибкий слой смолы, не имеющий стекловолокна на внутренней поверхности. Толщина этого слоя, который состоит из чистой отличительной смолы, минимум 1 мм, что придает трубе ее гидравлические свойства и высокую стойкость к истиранию.
За слоем вкладыша существует барьерный слой. Облицовочный и барьерный слои вместе служат для предотвращения проникновения посторонних веществ в структурные слои трубы.
За барьерным слоем находится структурный слой, который отличается по конструкции в зависимости от давления и класса жесткости трубы.
На внешней поверхности трубы находится наружный слой, который защищает трубу от воздействия и царапин во время процессов загрузки. Этот слой дополнительно защищает трубу от проникновения ультрафиолетового излучения.