Proses
Davamlı lif sarğı prosesi, avtomatik olaraq maşın üzərində dolaşaraq davamlı axan şüşə lifdən ŞMP borularının istehsalıdır.
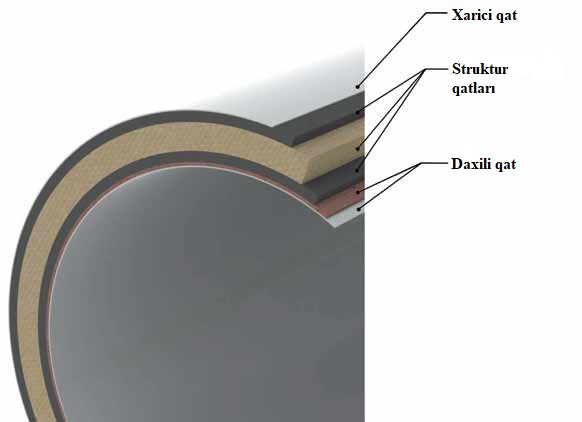
Borunun daxili və xarici divarları şüşə fiber və qatranı birləşdirərək qurulur və daha sonra doldurucu material (qum) əlavə olunur.
Polyesterin şüşə lif ilə yüksək nisbətdə gücləndirilməsi nəticəsində boruların daxili və xarici səthləri kimyəvi maddələrə qarşı son dərəcə möhkəm olur.
Borunun orta hissəsi yüksək davamlı olduğundan, tələb olunan sərtlik əldə edilir və boru uzunluğunda iş təzyiqlərinə qarşı müqavimət əldə edilir.
Material
Standart RUSELBORU ŞMP boruları ortofital və ya tereftal doymamış polyester qatranı ilə istehsal olunur. Layihənin xüsusi şərtlərinə cavab verən xüsusi dizayn tələbləri halında, izofital və vinil ester rezinindən istifadə etmək mümkündür.
İstehsalat
Davamlı lif sarğı istehsal prosesində əsas maşın silindrik mandrel yaradan şüaları tərəfindən dəstəklənən davamlı poladdan ibarətdir.
Proqramlaşdırılmış İntellektual İdarəetmə sistemi (Pİİ) və kompüterlər (PC) nəzarəti altındakı mandrel hərəkətiylə, şüşə lif, qatran, dolgu maddəsi və səth materialları həssas ölçülərlə hesablanır. PLC-PC modulları əvvəlcədən proqramlaşdırılmış dizaynlara uyğun olaraq inteqrasiya olunmuş proses nəzarətini təmin edir. Proqrama diametri, sərtlik və təzyiq sinfi kimi əsas məlumatlar daxil edilir. PC, maşının bütün qurğu dəyərlərini hesablayır. Boruların proses parametrləri və qalınlığı davamlı olaraq izlənilir və bu məlumatların saxlanması ilə izlənəbilinirlilik təmin edilir.
Laminatın yaxşılaşdırılması istilikdən asılı olaraq inkişaf edir. Laminatın birbaşa istiləşməsi istilik elementləri ilə təmin edilir. Laminat temperaturu yaxşılaşdırma bölgəsində müxtəlif nöqtələrdən ölçülür. Temperatur paylanması qrafiki olaraq PC monitorunda izlənilir.
Rezin çıxarılması iki fərqli xəttdən aparılır. Borunun daxili təbəqəsi üçün xüsusi qatran yüksək korroziyalı tətbiqlər üçün istifadə oluna bilər, əsas və xarici təbəqə üçün isə normal bir qatran istifadə edilə bilər.
Kesilmiş borular xüsusi dizayn edilmiş qaldırıcı stendlərə, daha sonra paxlama və kalibrləmə bölməsinə və oradan hidrostatik test bölməsinə köçürülür.